
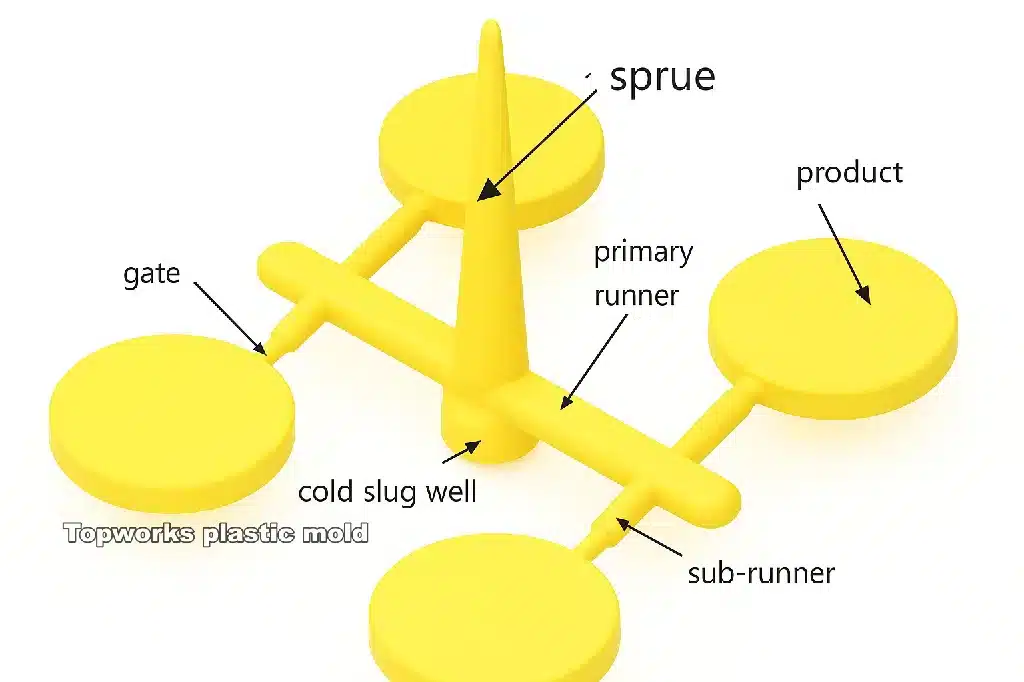
Gate is a passage way from the subrunner to the mold cavity,and its cross-section is the smallest and shortest part in the injection system. Position ,number, shape and size of the gate have a direct impact on the quality and the appearance of the product, and therefore, in the design process attention is required for gate style.
Common gates include sprue gate, side gate, tab-Gate, submarine gate, thin gate, fan gate, annular gate, Horn submarin gate and pin-point gate.
1.Principle Of Gate Design
it is necessary to follow the following principles as to gate design :
- Gate should set on the thickest wall position of molding products, make plastic flow from thick-wall position to thin-wall position to reduce the pressure loss.Melt Plastic should take the shortest possible path(runner), minimal heat and pressure loss, rapid injection to complete the injection process.
- Gate should be set in the position of products where is most likely to be cleared easily.Try to not affect the appearance and avoid flow marks (if possible).
- Gate location should help make the plastic flow on the uniform parallel direction and is positive to assist air venting.
- Gate location should set to avoid weld lines, keep clean of the important position of the products, and avoid to reduce the strength of the products.
- As to multi-cavity mold, the size and location of the gate should be designed on the distance between the gate and the runner,on the size of the products .
- Gate location should avoid directly impact on the thin Core, inserts, sliders to prevent possible deformed products.
- The consideration of the gate design should involve different shrinkage between the transverse direction and the longitudinal direction.Temperature and pressure of the melt from each gate into the cavity should be the same to ensure that the same shrinkage for different cavity filling.
Sprue Gate
Also known as the center gate, the structure of the form shown in Figure 1 .Melt plastic from the nozzle through the gate directly flow into the cavity, with short path,quick speed, good molding effect.Due to the its big cross-section
area,the pressure and heat losses of welt plastic are smaller,holding and backing pressure are enough.And the mold structure is simple, easy to manufacture, and lower cost.
Its disadvantages are: the bigger cross sectional area , more difficult degating,obvious degating relics will affect product appearance. It locates likely in the center of the plastic parts.It is suitable for big part with deep cavity and no appearance consideration,not for thin
and big platen part

.
D=8-12 mm,L<100mm, d2=d1+0.5, S1=S/2,S2=S/2,C=2~4°
side gate
also known as the edge gate, rectangular gate is most used one among various gates, in FIG (2a) Below. It is generally located on the P/L,just outside of the cavity . The size of the gate is generally small, so the factor between the sectional cross shape and pressure, heat loss can be ignored. Shape of Side gate is simple and easy to process, accurately control size and change quickly.It is suitable for nearlly most of resins ,except polycarbonate (PC). The disadvantage is that the surface of the article has significant gate relics,manually cut off the runner. easy to produce a flow marks, it is not suitable for thin plate-shaped transparent products and thin and long barrel products .
tab gate
tab gate is an improved side gate, is suitable for the all plastic products with the gate mark is not allowed on the surface , also can reduce the flow marks ,compared with the side gate. Figure 2(b) Below. tab gate is attached to the surface of the finished product, and need to be especially careful to remove the gate relic .
PVC And PU should not be used in this way.

submarine gate
submarine gate,the head of such gate is circular or oval, could set on above or below the P/L and ejector pins, as shown in Fig.3 Shown. submarine gate can be machined to the exact size, without the fitting problem as to shape. During the injection part stripping, it could be automatically removed from the product for full-automation production. But it is not recommended for PC,PMMA,SAN

Gate on A plate:α=30~60°,β=10~20°,d1=0.8~2 mm,L1=2~3 mm,d2=2×D,d3=0.8~2.0 mm,L1=D+(6~8) mm
Gate on B plate:α=30~50°,β=10~20°,d1=0.8~2mm,L1=2~3 mm,d2≥3×D,d3=0.8~2.0 mm,L1<50 mm,L3>L2+2 mm
film gate

film gate mainly applies to large flat products, products are free of deformation, flow marks, bubbles, etc., but the gate is not easily to be trimed, and negtive to lower product costs, as shown in Figure 4. Where: H = 0.8 to 1.2, K = d / 3, B = (3/4 ~ 1) × L.
fan gates
fan gate is mainly applied to the tablet-shaped ,shallow shell-shaped and box-shaped article. the injection speed is uniform which can reduce internal stress in the article and the possibility of air entrapment . and easy removal of the gate . It is the improvement of the side gate, its depth and width are not fixed.injection parts could have uniform color. melt Plastic flow from gate into the big cross-sectional area(cavity), so melt flow is good , it is appropriate for large, thin-walled articles.
annular gates
annular gate(ring gate) applies to the tubular article with poor flowing,its easy filling and venting characters could avoid weld lines and reduce stress. Annular gate is between the runner and the cavity. The annular gate is suitable for tubular products, but the gate relic is harder to get removed . Type A full circle gate ,B several points gate Into the plastic, shown in Figure 5
(A) full circle enter into the cavity (B )The four points of the fan gate into the cavity.

Horn submarin gate
Horn submarin gate applies to product surface free of any traces of the gate, also submarine gate isn’t feasible, select the horn submarin gate,gate can be set inside of the article and the surface of the injection molded article can be significantly improved as to aesthetic effect ,it is made inserts for its special shape.
A and B are inserts set in the movable mold plate, as shown in Fig.

Pin-point gate
pin-Point gate can be applied to various forms of the article ,its advantages include the small residual stress,gate self-triming, mass automated production, producing larger products with multi-gates with short flowing path.
Larger products can have more gated for melt plastic entering in to cavity at the same time, it is possible to shorten the process and reduce the flow resistance to generate deformation of part, but the injection pressure will loss and injection molding pressure of this gate is bigger than that of direct gate.the three-plate mold often adopt this kind of gate.The structure is more complex with longer molding cycle . Design parameters shown in Figure

Gate position not only affect the speed of parts molding and part quality,but also have a great impact on the mold final quality. The design of gate directly have impact on the quality of the plastic molding products.Therefore, it is an important step to design the gate as to a whole mold design process.The gate design should invloves structure of the plastic article, the characteristics of the material, the fluidity of resin and the overall molding process.

