Flip Top
Cap Mould
Bump Lotion &
Closure Mould
China’s leading reliable plastic cap mould supplier with over 15 years of experience. One stop service — quick delivery, rich experience, top quality.
Your One-Stop
Cap Mould Partner
Topworks is China’s leading reliable plastic cap mould supplier with over 15 years of experience. Our one stop service offers quick delivery, rich experience, and top quality cap moulds.
We have a wide selection of high-quality plastic cap molds that are ideal for product development, prototyping, and production.
We are dedicated to making quality cap moulds with mould steel P20, H13 and S136. Our cap mould range includes:
- Hinged Closures Mould
- Yorker Spout Mould
- Disc-Top Cap Mould
- Flip-Top Cap Mould
- Push-Pull Cap Mould
- Twist Open/Close Cap Mould
- Flapper Closures Mould


Cap mould, Flip Top Cap mould, bump lotion mould and Closure mould — manufactured with P20, H13 and S136 mould steel for maximum durability and precision.
Cap & Closure Moulds









How to Design Screw Cap,
Lid & Closure Moulds
Undercuts on the inside of a cap — typically inside threads, snap-on ribs, or major undercuts that are part of the product shape — require careful design decisions. Inside threads usually occur in caps but also appear in many technical products such as plastic pipe hardware. The planned method of manufacture (molding, or machining after molding) should be considered. The cap mould could be much simpler if the cap is threaded after molding. It is more important to arrive at the lowest total cost product than at the most elegant method of manufacture.
If the thread must be molded, there are two choices of how to remove the product from the core: by unscrewing or by stripping.
The designer should carefully consider production quantities required. Machining after molding can reduce cap mould complexity and cost significantly for lower-volume runs.
Threads designed to standard usually consist of more than one pitch. In many screw caps for bottles, jars, and toothpaste tubes, two to six pitches are quite common.
More turns mean longer products, more plastic, more molding time, and longer cycles. In many closures, a thread length of one or two pitches is sufficient for good holding power.
The stripper ring holds the cap so it can be unscrewed away from the core. The cap requires ribs or projections on the outside where an external unscrewing device can engage. The design of these aids should be discussed with the mold designer.
Any unscrewing method requires either complicated cap moulds or special machines. Molding cycles are also slower than comparable products that need not be unscrewed.
Stripping is the easiest and often the lowest cost solution for ejecting the cap or closure. As the cap mould opens and after the cavity has moved away from the core side, the ejection starts caused by the stripper moving forward.
In doing so, the plastic cap is pushed over the hump in the core, causing the plastic to expand so that the portion inside the groove can slip out.
The ease of stripping depends on many equally important factors: thread angle, projection height, diameter, and the type of plastic and its modulus of elasticity.
Thread angle (α): The greater the angle, the more difficult the stripping action. A sharp angle (α = 90°) makes ejection virtually impossible — the plastic cap would shear off in the groove rather than pull out.
Height “h” vs Diameter “d”: The percentage of stretching f is directly proportional to height h and inversely proportional to diameter d:
C = dπ (circumference of core circle)
The greater the cap diameter d, the easier the cap will slip out of its groove. A cap from relatively stiff plastic could be stripped if d is large, but would break during ejection if d is small.
Number of threads (pitches): The easiest way to strip is to specify only one thread (one pitch) so that the stripped thread will not slide into an adjoining groove but continue to slide uninterrupted off the core.
Also note that the finish of the groove has some influence on the ease of stripping, especially with materials requiring high polish for good ejection.
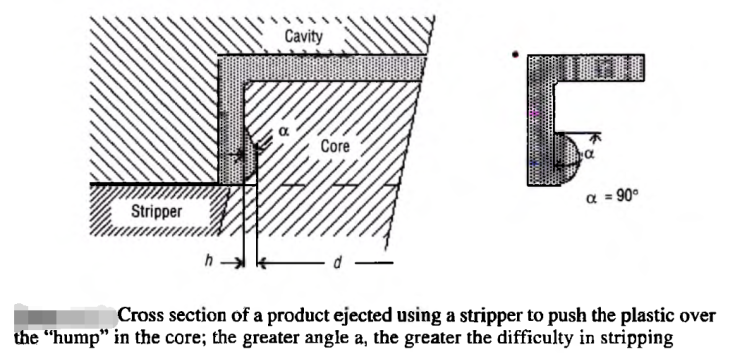
Figure 1 — Stripping Influences
Influences affecting the ability to strip a cap. Cross section of a product ejected using a stripper to push the plastic over the “hump” in the core.
The greater the angle α is, the greater the difficulty in stripping. Screw threads could have a 90° angle if absolutely required, but that would definitely call for unscrewing — stripping would not be possible.
Note that many screw threads — especially threads for closures — have standardized shapes which originally evolved from threads on glass bottles and jars. Such standards should be followed, and their large tolerances used to obtain maximum benefits for plastic threads.
By considering all factors influencing stripping, the designer will succeed in creating a screw cap with the proper shape of thread cross section and a suitable h/d ratio so that even a relatively stiff plastic can be readily stripped, without the need for an unscrewing cap mold.
In quantity applications, the core can also be removable from the mold and unscrewed from the product outside the mold — by hand or using fixtures.
