Injection molding is a manufacturing process for producing parts by injecting molten material into a mold.
Injection molding can be performed with a wide variety of materials, including metals, alloys, glass, elastomers, and most commonly thermoplastic and thermosetting polymers. Material for the part is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the cavity. Then the part is ejected from the mold and the process repeats.
The rapid cooling that occurs during injection molding can cause problems such as warpage, sink marks, and uneven shrinkage. That’s why cooling is such an important part of injection molding.
When it comes to plastic injection molding, cooling is absolutely essential. That’s because if the plastic isn’t cooled properly, the final product will be deformed and won’t meet the required specifications. In fact, cooling is so important that it accounts for approximately 60% of the entire injection molding cycle! Let’s take a closer look at why cooling is such a crucial part of the process.
The design of cooling system is very important in injection molding. This is because the molding of plastic products only cools to certain rigidity, plastic products then release from the plastic mould to avoid the deformation due to external force. Since the cooling time accounts for about 70% ~ 80% of the whole injection molding cycle, the design of a good cooling system can greatly shorten the molding cycle time, improve the injection production rate and reduce the cost. Improper design of the cooling system will make the cooling time longer, even more increasing the cooling time will intensify the warping deformation of plastic products.

How Cooling Works in Injection Molding
In order to understand how cooling works in injection molding, it’s important to first understand what happens to the material during injection molding. When material is injected into a mold cavity, it will initially fill the cavity at a high temperature. The material will then start to cool as it loses heat to the walls of the cavity. The rate of cooling will depend on many factors such as the size and shape of the part, the type of material being used, the thickness of the wall, and how well insulated the mold is.
As the material cools, it will start to contract. This contraction can cause warpage if not properly controlled. Warpage is when parts deform from their intended shape due to uneven cooling. It can be caused by different areas of the part cooling at different rates or by different sections of the wall thickness cooling at different rates. That’s why proper cooling is so important in injection molding; if not properly controlled, warpage can lead to scrap parts and expensive repairs or replacement of molds.
According to the experiment, the heat transferred from the melt to the plastic mould is generally divided into two parts, a part of 5% by radiation and convection transfer to the atmosphere and the remaining 95% is from the melt into the mold.
Due to the effects of water cooling, heat in the plastic mold cavity spread to the cooling water pipe, through convection heat carried away by the coolant. The remained heat that is not being cooled by water continues to be conducted to the mold, which is dispersed in the air.
The cycle of injection molding is made up of the close time, filling time, holding time, cooling time and ejection time. Cooling time takes the largest proportion of molding cycle, about 70% ~ 80%. So the cooling time will directly affect the plastic product molding cycle time and output rate. The temperature of the plastic products in the release stage should be cooled below to the temperature of the thermal deformation of the plastic products, in order to prevent the distortion caused by the residual stress and the external force.
So how do you control cooling in injection molding?
By using either conformal or effective cooling channels. Conformal cooling channels are 3D-printed directly into the mold and follow the contours of the part exactly. This allows for very precise control over where coolant flows and how much heat is removed from each area of the part.
Effective cooling channels are drilled or machined into molds and are not as precise but offer a more cost-effective solution. Proper design of either types of cooling channels is essential for producing high-quality parts with minimal warpage.
bubblers,baffle and thermal pins
Injection molding is a crucial process in the manufacturing industry, but it can be difficult to control temperature and ensure a smooth, high-quality finished product. That’s where cooling devices come in. BUBBLErs, baffles, and thermal pins all work to efficiently cool the plastic during the molding process. Bubblers help maintain a uniform flow of coolant through the mold, while baffles help direct the flow for improved cooling efficiency. Thermal pins are inserted directly into the mold to provide targeted cooling on specific areas of the molded plastic. The use of these cooling devices can result in a higher quality finished product with fewer imperfections or defects. When it comes to injection molding, incorporating these devices into your process is a no-brainer.
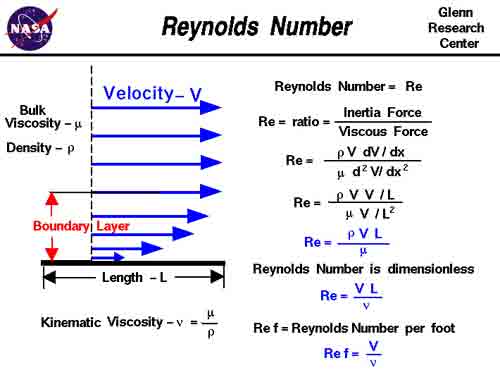
Reynolds number
In injection molding, it is crucial to maintain the correct Reynolds number for optimal cooling flow. This dimensionless number, equal to the ratio of inertial forces to viscous forces, determines the dynamics of fluid flow.
Re=ρvd/μ
where ρ = density of the fluid, v = velocity, d = pipe diameter, and μ = fluid viscosity.
Too high of a Reynolds number can result in turbulence and uneven cooling within the mold cavity, leading to defects in the final product.
As the Reynolds number increases, so does the turbulence of the flow. This can result in uneven cooling, leading to deformities and weak spots in the finished product.
However, On the other hand, a low Reynolds number can lead to sluggish flow and slow cooling times. A lower Reynolds number can also cause problems and increased pressure on the mold.
In order to achieve the desired balance, injection molding machines use sophisticated control systems that regulate temperature and pressure during the cooling phase. By ensuring a proper Reynolds number, manufacturers can improve efficiency and produce high quality products.
Why Cooling so important
The first reason why cooling is so important is because it allows the plastic to solidify in the mold. If the plastic isn’t cooled properly, it will stay in a liquid state and won’t take on the desired shape. The second reason has to do with strength and durability. Proper cooling ensures that the plastic is strong enough to withstand being used without breaking or cracking.
Finally, cooling helps prevent warping and shrinkage. Warping occurs when the different layers of plastic cool at different rates, which causes them to contract unevenly and results in a distorted final product. Shrinkage, on the other hand, happens when the plastic cools and contracts too quickly, resulting in a smaller-than-intended final product. By managing the cooling process carefully, both of these issues can be avoided.
Wall thickness counts
Plastic product design: plastic product wall thickness, the greater the thickness of the product is, the longer the cooling time will be. Generally, the cooling time is approximately proportional to the square of the thickness of the plastic products, or is proportional to the 1.6 time of the maximum flow channel diameter. That is, the thicknesses of the plastic product double the cooling time increase by 4 times.
Conclusion:
As you can see, cooling plays a vital role in plastic injection molding and should never be overlooked or taken for granted. If you’re looking for ways to improve your products and prevent defects, paying close attention to the cooling process is a good place to start.
Proper cooling is essential for producing high-quality parts with minimal warpage in injection molding. Depending on your needs, either conformal or effective cooling channels can be used to control heat removal from each area of the part during injection molding.
Improper design or execution of injection molded parts can lead to scrap parts and expensive repairs or replacement of molds, so it’s important to consult with an expert before beginning your project. With proper planning and execution, you can produce high-quality parts without any issues!

