Topworks is a plastic table mould making company in China
In order to guarantee we deliver the most efficient technique to produce your plastic table mould ,our two tool rooms are fitted with both three and five-axis CNC equipment.
Our delivering of both rapid model and production-ready tools coupled with continuous investment in the latest devices and technology assures that we can provide a first class plastic table mould for our purchasers.
We offer an in-house tool room, which is equipped with 3 and 5-axis CNC devices and are accented by a few process methods like milling, machining, EDM, polishing and fitting ¨C making certain we are able to make your injection mould tool by way of productive rapid tooling procedures.
Our tool room capabilities acknowledge the varied range of industries we cater for and we realize that volume demands will vary according to your project demands. Due to this, we could produce tooling in:
Alloy : using only the best injection mould grades available.
P20 : a pre-toughened tool metal giving you excellent long table mould life of all regular polymers.
H13 tool steel : a totally hard material which can enhance production quantities.

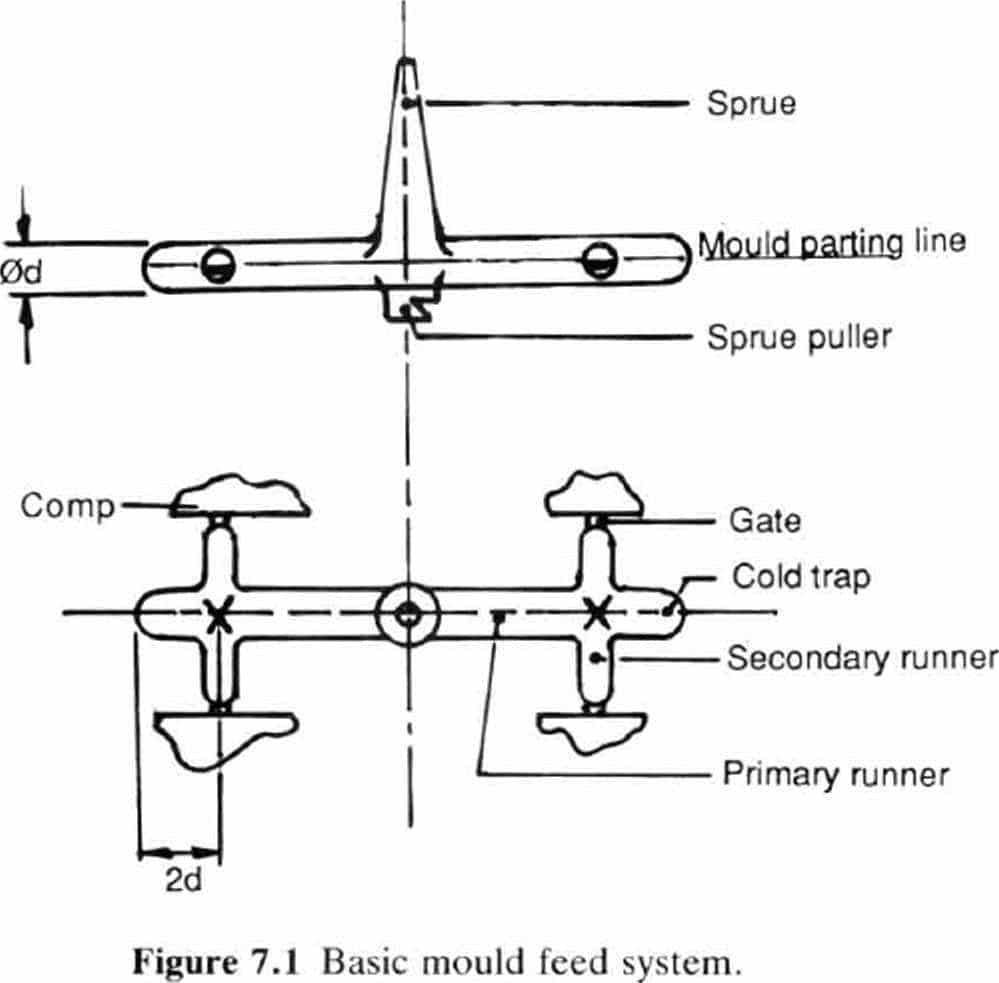
How to decide the plastic table mould feed system
To design a plastic table mould feed system effectively the design engineer must understand the flow nature of polymer melts and the influences that flow channel geometry impose upon pressure transmission and flow efficiency.
When a hot molten polymer comes into contact with a cooler metal mould,such as a runner,the surface of the polymer freezes on contact to form a skin.
The resultant frozen skin acts to thermally insulate the molten core of the remaining melt flow.
The geometry oof the flow channel tends to dictate the shape of the frozen skin about the melt flow,resulting in a pressure drop occurring proportional to the drop in effective flow volume. Known as freeze flow
The geometry oof the flow channel tends to dictate the shape of the frozen skin about the melt flow,resulting in a pressure drop occurring proportional to the drop in effective flow volume.
Known as freeze flow patterns,some commonly encountered flow channel sections and their resultant freeze flow patterns are illustrated in Figure
The freeze flow characteristics created by the runner geometry have a marked effect on channel flow rate and pressure transmission.
Section profiles which exhibit flat surfaces or tend to be angular in form,e.g. square,rectangular and semi-circular,suffer from poor freeze flow characteristics in use.
The resultant reduction in effective flow volume within such channel sections increases the pressure drop within the channel,thus reducing cavity pressure control within the moulding.
The section profile of the runner also affects the ejection force requirement of the feed system.
Runners of curved or angular form,e.g. half/full round or trapezoidal sections,require significantly less ejection force to eject them,compared with square or rectangular runners.
Runner sections of the full round form offer the best flow and ejection characteristics of all the runner designs,but being machined into both halves of the table mould they are the most expensive to produce.
To reduce the need for full round runners,the curved base trapezoidal runner form is employed offering a compromise between cheaper machining costs and acceptable flow and ejection characteristics.
A special purpose milling cutter is required to machine the runner form into one half of the table mould during manufacture.
