Hot Runner System (2026 Guide): Principles, Smart Trends, Selection, Maintenance, ROI & Troubleshooting
Hot runner systems have shifted from a premium option to a default choice in many high-volume injection molding programs.
In 2026, the conversation isn’t only about manifolds and valve gates—it’s also about connectivity, predictive maintenance,
energy-optimized control, and even advanced melt-channel manufacturing methods. This guide covers the topic from multiple angles
and includes a practical selection checklist, hands-on maintenance routines, an ROI/payback example, and a troubleshooting table.
Shop-floor practical
Buyer-ready
Want a recommendation for your part? Share resin, annual volume, surface requirements, and cavity count.
We’ll suggest a gate strategy and hot runner configuration and highlight risks early.

1) Technical Principle: What a Hot Runner System Really Does
A hot runner system keeps polymer melt in a heated distribution network
(sprue bushing → manifold → nozzles/drops → gates) so the runner does not freeze and eject each cycle.
In contrast, a cold runner mold solidifies the runner every shot, creating scrap or regrind handling work.
The goal of a hot runner is simple: deliver melt to each cavity repeatably,
efficiently, and with stable thermal control.
Core components (and what matters in production)
- Manifold: distributes melt; design impacts balance, pressure loss, residence time.
- Nozzles / drops: heat and convey melt to the gate; tip design affects drool and vestige.
- Gate type: open gate vs valve gate influences cosmetics, weight control, sequencing.
- Temperature control: stability, warm-up profile, diagnostics, energy consumption.
- Wiring + thermocouples: small parts that cause big downtime if poorly protected.
Key engineering targets (easy to miss in RFQs)
- Thermal isolation: reduce heat bleed into plates to protect the mold and reduce energy use.
- Flow balance: minimize cavity-to-cavity variation without excessive pressure.
- Residence time control: avoid dead spots and material degradation (especially sensitive resins).
- Serviceability: heater/TC access, spare strategy, repeatable assembly.
- Startup repeatability: stable warm-up curves are a reliable health signal.
2) 2026 Trends: Connectivity, Predictive Maintenance, Energy-Saving Control & Advanced Melt Channels
Trend A — Connected monitoring (data visibility becomes standard)
More buyers now request visibility into zone temperature, power draw, alarm history, and warm-up profiles.
These signals are valuable because they often reveal heater degradation, thermocouple instability,
wiring issues, and abnormal warm-up behavior before downtime occurs.
What to ask for: zone trend logging, alarm history export, warm-up profile tracking,
and maintenance triggers (cycles/run-hours + anomaly-based warnings).
Trend B — Predictive maintenance (catch failures before they stop production)
Predictive maintenance has become more practical because controllers and sensors can continuously track “early signals”:
heater resistance drift, intermittent thermocouple noise, repeated alarms during warm-up, and unusual power patterns.
A practical starting point is simple: record baseline zone resistance and warm-up time on a stable run, then trend weekly/monthly.
Trend C — Energy-optimized control (faster warm-up + lower steady-state power)
Modern controllers emphasize faster controlled heat-up, reduced overshoot, and better energy management.
For multi-cavity tools, energy and start-up time can become a meaningful part of ROI—especially with frequent changeovers.
Procurement tip: request sample data: heat-up time to setpoint, overshoot range, and average power draw by zone.
Trend D — Advanced melt-channel manufacturing (including 3D printing where qualified)
Advanced manufacturing methods can enable more complex melt-channel geometries and packaging strategies.
This can be helpful when conventional machining limits channel routing, space, or integration goals.
Qualification, serviceability, and repeatability still matter more than novelty.
3) Comparisons: Hot Runner vs Cold Runner, Open Gate vs Valve Gate
Hot runner vs cold runner: what changes in cost, scrap, and cycle time
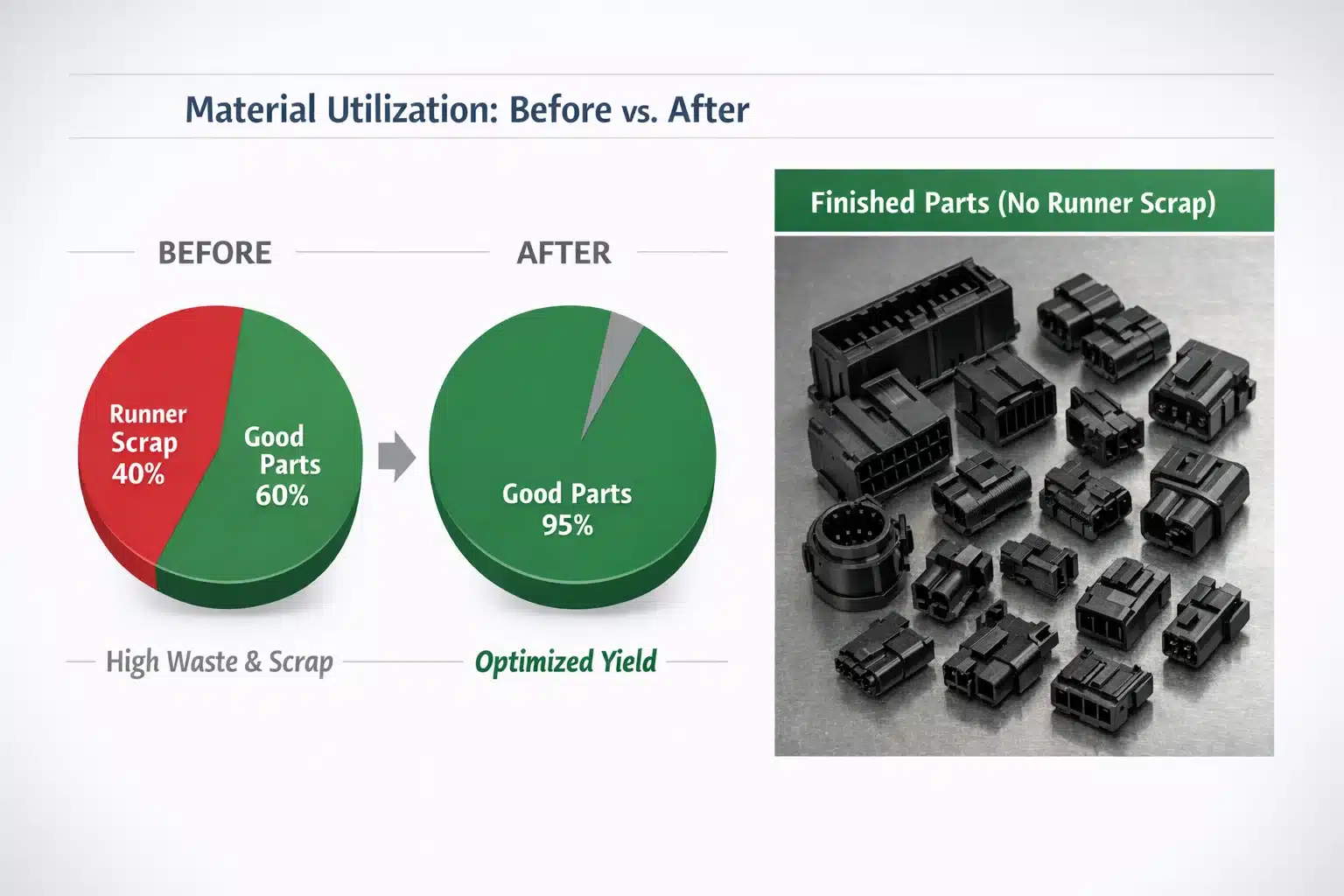
Hot runners typically reduce runner waste and can shorten cycle time because you primarily cool the part—not the runner.
Cold runners are cheaper upfront but create ongoing costs: runner scrap (or regrind handling), extra labor,
potential quality drift from regrind ratio variation, and sometimes longer cooling time.
| Factor | Hot Runner | Cold Runner |
|---|---|---|
| Material waste | Very low runner scrap; better material utilization | Runner scrap/regrind handling every cycle |
| Cycle time | Often shorter (cool part only) | Often longer (cool part + runner) |
| Upfront tooling cost | Higher | Lower |
| Color/material change | Can be harder (depends on design/residence time) | Usually simpler |
| Maintenance | Higher skill and discipline required | Typically simpler |
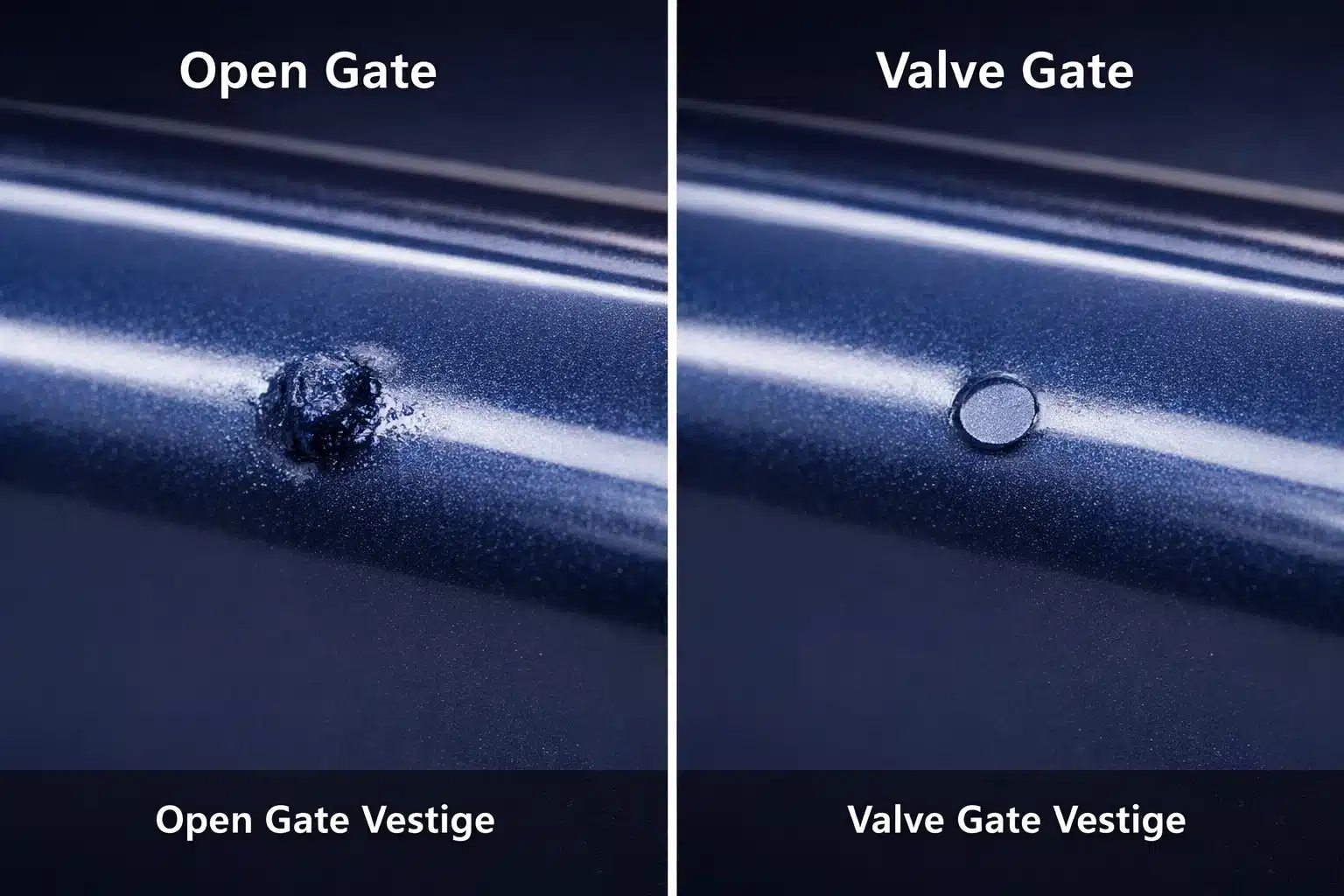
Open gate vs valve gate: how to choose
An open gate is simpler and typically lower cost, but it can be more sensitive to stringing/drool and may leave
a more visible gate vestige depending on part geometry and resin. A valve gate adds pin control—useful for cosmetics,
tight weight control, multi-gate sequencing, and certain flow/pack strategies—but it increases complexity and maintenance.
| Topic | Open Gate | Valve Gate |
|---|---|---|
| Best for | Robust parts, cost-sensitive tools | Cosmetics, tight weight control, sequencing |
| Typical risks | Stringing/drool, visible vestige | Pin wear, timing issues, higher maintenance |
| Process control | Lower | Higher (timing/sequence/pack control) |
| Cost | Lower | Higher |
Factory reality: a great valve gate design still needs consistent pin maintenance and spares planning.
4) Maintenance: Practical Routines That Prevent Downtime
Most hot runner failures show early signals: repeated alarms, warm-up profile changes, temperature drift,
intermittent thermocouple behavior, or power draw anomalies. A short checklist performed consistently delivers big wins.
Weekly
- Review controller alarms and repeating zones
- Inspect connectors/cables for heat damage
- Compare warm-up time and overshoot to baseline
Monthly
- Record heater resistance per zone (trend it)
- Check thermocouple stability (noise/dropouts)
- Inspect gate area for wear, leakage, carbonization
Shutdown / Storage
- Controlled cool-down (avoid thermal shock)
- Document last known good settings and alarms
- Plan critical spares before next run
Maintenance best practices (shop-floor practical)
- Baseline your mold: record resistance and warm-up curve during a stable run.
- Don’t ignore repeats: repeating alarms are a root-cause queue.
- Protect wiring: heat + movement + poor routing creates intermittent faults.
- Standardize assembly: torque sequence and seating method affect sealing and leakage.
5) Hot Runner Selection Checklist (Copy/Paste for RFQ)
Part + resin
- Resin family: commodity / engineering / high-temp / filled (glass/mineral)?
- Shear sensitivity, degradation risk, allowable residence time
- Cosmetic requirements at gate (Class-A, paint, weld line constraints)
Tool + production
- Cavity count now vs future expansion plans
- Cycle time target and OEE goals
- Changeover frequency (colors/materials) and purge expectations
- Operator skill level and maintenance resources
Hot runner design choices
- Gate type: open gate vs valve gate (and why)
- Thermal isolation strategy (plate protection + energy savings)
- Balance approach: natural balance vs rheological balance
- Serviceability: heater/TC access, spare parts, repeatable assembly
Controls
- Zone trend logging + alarm history export
- Warm-up profiling and overshoot control
- Connectivity options (data export to your system if needed)
- Energy optimization mode and validated performance data
Service + spares
- Lead time for heaters/TC/pins and support coverage
- Recommended critical spares list per mold
- Training plan (diagnostics + maintenance) included in procurement
Need a hot runner recommendation for your part?
Send your part size, resin, annual volume, cavity count, and surface requirements. We’ll recommend a gate strategy
and hot runner configuration, highlight risks, and propose a realistic maintenance + spares plan.
6) ROI & Payback: A Practical Hot Runner Calculation Example
ROI depends on runner weight, resin price, scrap/regrind loss, cycle time, and volume.
If the runner is heavy and annual volume is high, payback can be fast. If volume is low or changeovers are frequent,
the value often comes more from labor stability and quality than pure material savings.
Example scenario (edit these numbers for your project)
- Part weight: 50 g
- Cold runner weight per shot: 20 g
- Annual volume: 500,000 parts
- Resin price: $3.00/kg
- Runner loss factor: 30% not recovered
- Added hot runner tool cost: $30,000
- Cycle time savings: 0.8 sec
- Press rate: $60/hour
Step-by-step ROI math
-
Material savings:
Runner per part = 20 g = 0.02 kg
Annual runner material = 0.02 × 500,000 = 10,000 kg
Lost material (30%) = 3,000 kg
Material savings value = 3,000 × $3.00 = $9,000/year -
Cycle time savings:
0.8 sec saved × 500,000 cycles = 400,000 sec = 111.1 hours
Press cost savings = 111.1 × $60 = $6,666/year - Total annual benefit: $9,000 + $6,666 = $15,666/year
- Payback: $30,000 ÷ $15,666 = 1.91 years
Tip: add a small sensitivity table (resin price $2–$8/kg; volume 100k–2M; runner weight 5–40 g).
If you have scrap data tied to gates/cosmetics, quantify that separately.
7) Troubleshooting Hot Runner Problems: Symptoms → Checks → Fixes
A fast troubleshooting approach prevents “swap parts until it works” downtime.
Start by separating electrical causes (heater/TC/wiring/controller output) from mechanical/processing
causes (leakage, gate issues, balance, resin degradation).
| Symptom | Most likely causes | Fast checks | Fix approach |
|---|---|---|---|
| Zone not heating | Heater open circuit, SSR/output issue, wiring damage | Resistance check, swap zone output, inspect connectors | Replace heater, repair wiring, verify controller output |
| Temp overshoot / hunting | Loose TC, poor seating, tuning mismatch, TC failure | Check TC continuity, inspect TC seating, compare with neighbor zone | Reseat/replace TC, retune, inspect tip thermal contact |
| Drool / stringing | Tip too hot, poor gate freeze control, resin sensitivity | Tip temp trend, reduce setpoint, confirm hold/pack strategy | Lower tip temp, adjust pack/hold, consider valve gate if needed |
| Short shots in one cavity | Imbalance, blocked gate, nozzle/tip restriction | Compare part weights, inspect gate, check pressure drop | Clean gate, inspect nozzle tip, rebalance or adjust process |
| Leakage at manifold/nozzle interface | Seal wear, torque/flatness issue, thermal expansion mismatch | Visual inspection, pressure test, check assembly records | Rebuild sealing surfaces, correct assembly method, verify fit |
When a fault appears, compare behavior to baseline to speed diagnosis.
8) China Manufacturer Perspective: Buying Smarter and Reducing Risk
Many buyers focus only on brand selection. In practice, long-term performance is usually determined by
spec clarity, serviceability, and maintenance discipline—especially for valve gates.
From a China mold builder/molder viewpoint, these points reduce risk and total cost:
-
Specification clarity wins:
Provide resin grade, cosmetic requirements, annual volume, gate vestige limit, and expected process window. -
Serviceability matters as much as performance:
Accessible heaters/TCs + local spares often beat complex designs that cause multi-day downtime. -
Controller + training is part of tooling:
Train technicians to read zone power trends and warm-up behavior; define acceptance criteria early. -
Transparent cost engineering is legitimate:
For moderate volume, hot/cold hybrid options can be rational when trade-offs are clearly stated.
9) Application Cases: How Hot Runners Win in the Field
Case A — High-volume connector (material savings dominates)
Programs running hundreds of thousands to millions of parts annually often see the fastest payback when runner weight is meaningful.
Benefits typically include reduced runner scrap, fewer handling steps, and more stable material usage per part.
Case B — Automotive visible part (cosmetics drive valve gate)
When gate cosmetics are critical (Class-A surfaces, painted parts, or visible consumer products), valve gating can help control
vestige appearance and improve repeatability. The trade-off is maintenance: pin wear, timing drift, and rebuild cycles.
The most reliable approach is to treat pin wear as scheduled maintenance—not a surprise.
Case C — Tight weight tolerance / validation environments
For applications where weight variation, cavity-to-cavity balance, and traceability are prioritized, a hot runner combined with
stable controls and clear maintenance routines can reduce variation and improve repeatability across long production runs.
Want a hot runner configuration recommendation?
Send resin, annual volume, cavity count, part weight, and cosmetic requirements. We’ll recommend open vs valve gate,
propose a layout concept, and include a spares/maintenance plan aligned with your production style.
FAQ: Hot Runner Systems
What is the biggest advantage of a hot runner system?
The biggest advantage is usually material utilization—eliminating the solidified runner reduces waste.
Many applications also gain shorter cycle time and improved process stability, especially in multi-cavity tools.
Hot runner vs cold runner: which is cheaper overall?
Cold runners are cheaper upfront, but total cost depends on volume, runner weight, resin price, cycle time, and labor.
If runner weight is high and volume is high, hot runners often win after payback.
When should I choose valve gates?
Choose valve gates when cosmetics, weight control, or multi-gate sequencing is critical, or when drool/stringing risks
need stronger control. Plan for higher maintenance and keep pin-related spares available.
What causes hot runner leakage?
Common causes include sealing surface wear, assembly torque/flatness issues, thermal expansion mismatch, or contamination.
Standardized assembly procedures and records reduce repeat leakage.
What should I include in an RFQ for a hot runner mold?
Include resin grade, annual volume, cavity count, part geometry, gate cosmetic requirements, changeover frequency,
expected cycle time, plus a spares list and controller diagnostics expectations.
