
The process of injection moulding has today evolved to a high technical level. Major technical advances arc not to be expected. Areas of interest to moulding machine designers and engineers include process control and quality assurance where inroads are still to be made as technology progresses.
Machine function
Injection moulding machines are manufactured in many designs and configurations, often suited specifically to their intended application. Many contributing factors have to be taken into account before a mould can be designed to function in a given design of machine. In order to select a machine mould design combination and to realise the full potential of the process, it is necessary to consider the following factors:
- design of the proposed injection moulded component;
- the properties of the raw moulding material (resin);
- processing requirements in terms of component quality and production volume;
- economic viability.
The injection moulding machine can be broken down into three basic units :
- the machine base unit;
- the injection unit;
- the clamp unit.

The machine base unit
Often referred to as the machine “bed”,this provides a mounting frame for the clamp and injection units. The prime functions of any machine.
base unit must be dimensional stability,accuracy and strength. The process of injection moulding imparts high levels of stress to the unit during use which have to be absorbed without undue deformation occurring. The presence of high cyclic stress loadings during service dictates a rigid heavyweight construction of the unit.
Modern machine base units are generally fabricated from heavyweight steel beams welded together by means of thick steel connecting side plates. Due to the relative ease of manufacturing method employed, the machine design can be readily modified during construction to fulfil specific requirements as necessary.
The base unit also acts as a housing for the hydraulic oil storage tanks. The pump and electric drive motor are often mounted on the back of the base frame or directly to the bottom of the structure.

The injection unit
The basic function of all machine injection units is that of:
- melting and preparation of the polymeric resin;
- pressurising and feeding the molten resin to the mould under con¬trolled conditions.
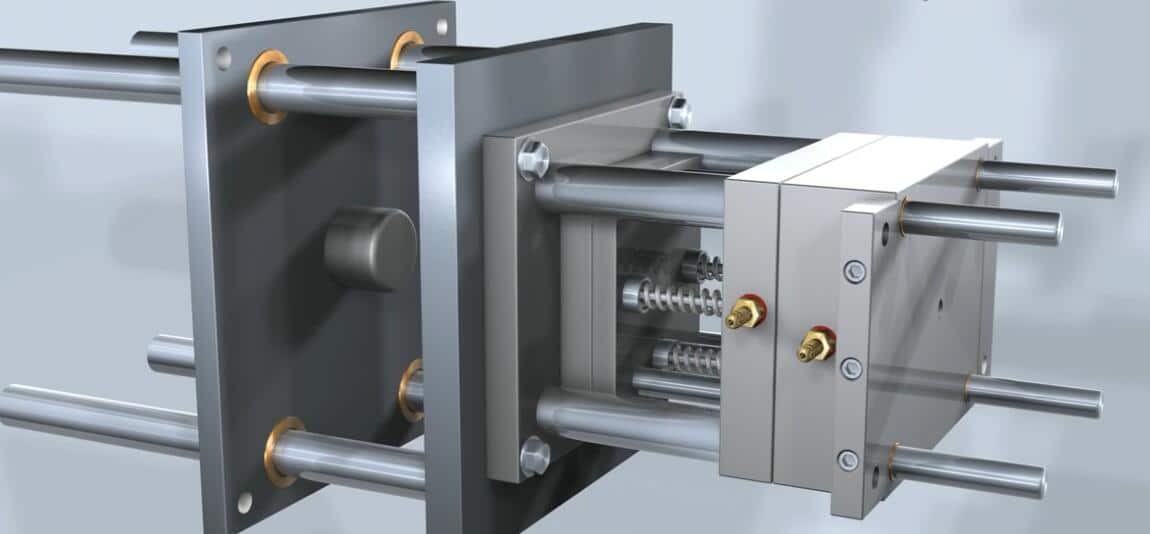
Injection units are usually based upon two distinct designs of system,the plunger and the reciprocating screw designs. The latter is the most commonly employed on modern moulding machines. Figure 4.2 shows a typical reciprocating screw injection unit.
Injection unit – basic operation. Solid granules of resin are drawn into the screw flights as the screw is rotated by means of the screw drive motor. Heat is supplied to the resin through the barrel wall and additionally by friction generated as a result of the shearing action of the screw. The screw geometry creates a reduction in flight volume towards the front of the barrel thus compressing the softening resin into a molten phase.
This process is often referred to as plasticising. The pressurised molten resin is then metered through a ring valve or ‘collar、into the cavity between the screw tip and the nozzle. The build-up of resin in front of the screw tip is often referred to as the shot or screw cushion.
As the screw rotates, the scrcw cushion grows in size, forcing the screw to retreat back up the barrel until the required cushion size is achieved. Once this is obtained,scrcw rotation is halted. At this stage the injection unit is said to be primed and ready for the next operation, known as the injection phase.
To inject the molten resin through the nozzle into the mould, the scrcw is forced forward closing the ring valve in doing so. With the ring valve firmly seated shut against the screw shoulder, the screw cushion is thus pressurised. The cushion pressure builds until sufficient to force molten resin through the nozzle into the mould feed system. The applied pressure continues until the mould impression is completely full of molten resin. This sequence of events is referred to as the injection ‘first stage’ or high pressure phase. If the injection first stage is allowed to continue beyond the mould fill point,overpacking of the moulding will result. Overpacked mouldings suffer from high moulded-in stress levels resulting in poor component dimensional stability and inconsistent mechanical properties.
On completion of the first stage of injection, the applied pressure is reduced to a level sufficient to avoid component overpacking. Conversely, over reduction of pressure could result in component underpacking which leads to high component after-shrinkage and distortion. Known as holding,dwell,packing or second stage pressure, it is maintained until sufficient solidification of the feed system has occurred to allow removal of the applied pressure altogether. When the second stage has been completed, the injection unit can be reprimed in preparation for the next shot.
Metering control of the molten resin during the whole injection cycle is achieved by controlling the screw movement by adjusting the following variables in combinations appropriate to the machine:
- pressure applied to the screw;
- time allowed for movement;
- speed of movement;
- screw positional control.
The combined use of all or some of the above variables during the injection/holding sequence is often referred to as injection profiling.
The clamp unit
In order to inject the molten resin into the mould under considerable pressure, the mould must be sufficiently clamped together to resist the applied injection force. Under-clamping would result in the mould being forced apart creating flash about the split line. Apart from providing sufficient clamping force for the mould, the clamping unit is also utilised for mould opening,closing and sometimes component ejection when required.
Most modern injection moulding machines are hydraulically powered, the exceptions being the all-mechanical machines and more recently the all-electric machines at the smaller end of the market. The clamping force, although generated hydraulically,is transmitted mechanically by various means to the mould via the moving platen. Many designs of clamping system are used commercially.
The direct hydraulic clamping system. Clamping force is generated by the application of hydraulic force on the ram piston which is directly attached to the machine moving platen. Platen forward movement and applied force is controlled by altering the fluid load pressure within the clamp cylinder. Applied pressure under the piston crown enables the platen to move in a backward motion to facilitate mould opening for ejection purposes. Platen movement speed control is often obtained by either throttling fluid input or output rates to the cylinder.
The toggle lock clamping system. The hydraulic actuation cylinder controls the movement of the toggle assembly arms and linkages by means of collapsing the link assembly to open the moving platen and erection of the assembly to close and lock the platens/mould. The clamping force is applied mechanically as a result of stretching the machine tie bars by the locking-out of the toggle link assembly contained within them. Due to the design of the linkage assembly, a mechanical advantage is generated on actuation which results in a force multiplication in the region of 20:1 being achieved over the applied piston loading. Setting of the clamping force is obtained by adjustment of the lock height which can be achieved by jacking the assembly forward or back on the lock jacking screw. Clamp tonnages can be calculated by measuring the resultant tie bar stretch generated by the subsequent locking down of the press after adjustment.
